

中國石化煉油工藝平穩性管理體系研究與實踐
摘自《煉油技術與工程》2021年第51卷第9期
李鵬1,徐偉2,王春利2,李傳坤2
李鵬1,徐偉2,王春利2,李傳坤2
(1.中國石油化工股份有限公司煉油事業部,2.中國石油化工股份有限公司青島安全工程研究院)
摘要:為落實中國石化以精細管理促發展、平穩安全保發展的策略,立足企業管理現狀,融合國內外石化企業先進管理經驗和運行模式,創新性地提出并建立了一套針對煉油企業的工藝平穩性管理體系,并研發了相關支撐技術和管控平臺,將報警評估管理、控制回路性能評估與診斷、PID(比例積分微分)控制參數整定等底層控制技術有效整合,全面提升煉油企業的精細化管理水平和本質安全。某大型煉油企業的應用結果表明,12套裝置的時平均報警數降至6次以內、有效自控率由75.72%提升至98%以上,效果良好。
關鍵詞:煉油工藝 平穩性 管理體系 報警評估 控制回路 性能評估與診斷
在煉油工藝管理方面,國外石油公司(如埃克森美孚、雪佛龍等)工藝管理起步較早,均建立了保障工藝平穩運行的管理體系,使其生產事故發生率總體保持較低水平[1]。從20世紀90年代起,埃克森美孚便逐步形成了以安全、健康、環保及產品安全為核心的操作完整性管理體系,在事故管理和控制方面成效顯著[2]。雪佛龍公司建立了HSE&ESIA(環境和社會影響評估)管理體系,利用管理手段削減和控制可能出現的危害[3]。此外,國外石油公司非常重視開發先進的技術工具、分析方法等輔助手段,以確保管理體系的有效實施,主要集中在報警性能評估、控制回路性能評估與診斷等方面[4]。
為了保障裝置在不同負荷運行工況下都能安全平穩受控,國內一些石油公司采用了信息化手段來提升煉油工藝的預警能力,如中國石化的“智能工廠”項目[5]。但以往開發的信息化工具往往集中在公司級應用(上層應用)上,沒有關注DCS(集散控制系統)等底層系統對裝置平穩性的作用[6]。
中國石化在工藝技術管理方面已經形成了相對完整的管理制度,但是在體系化、規范化程度以及相關支撐技術的應用等方面與國外一流石油公司還存在一定的差距[7]。這些差距主要表現在以下幾個方面:
①工藝管理制度缺乏具體的管理流程;
②關鍵績效指標不夠明確,未形成工藝績效指標體系;
③報警管理仍處于起步階段,未建立一套完善的管理流程;
④控制回路管理亦處于起步階段,缺乏相關的管理理念和技術工具;
⑤缺乏統一的綜合技術應用支撐平臺,管理資源整合不充分。
①工藝管理制度缺乏具體的管理流程;
②關鍵績效指標不夠明確,未形成工藝績效指標體系;
③報警管理仍處于起步階段,未建立一套完善的管理流程;
④控制回路管理亦處于起步階段,缺乏相關的管理理念和技術工具;
⑤缺乏統一的綜合技術應用支撐平臺,管理資源整合不充分。
當前,國際石油市場競爭主體多元化,建立符合中國石化自身實際的工藝平穩性管理體系可進一步提高中國石化的競爭優勢,是實現世界一流煉油企業宏偉目標的必然選擇。文中采用“體系+技術+平臺”的模式,創新性地提出一套既遵循國際石油公司最佳實踐又符合中國石化煉油企業管理實際的工藝管理體系。
1、工藝平穩性管理體系的研究
工藝平穩性管理體系以中國石化煉油企業管理現狀為出發點,系統梳理組織架構,完善管理制度,開發相關支撐技術和指標體系,自下而上建立底層系統與上層應用間的連接紐帶。
1.1體系結構
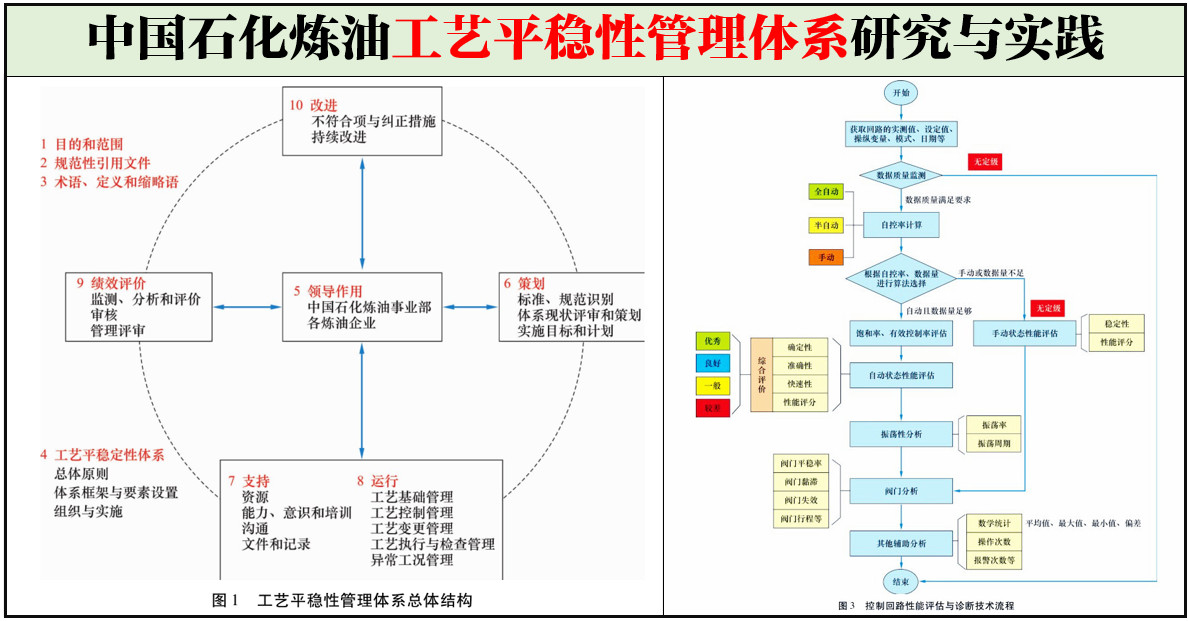
工藝平穩性管理體系基于ISO管理體系結構,遵循PDCA(計劃—執行—檢查—處理)原理,突出“領導作用”對體系其他要素的支持和驅動,強調基于風險的管理和業務流程的融合。具體結構如圖1所示。
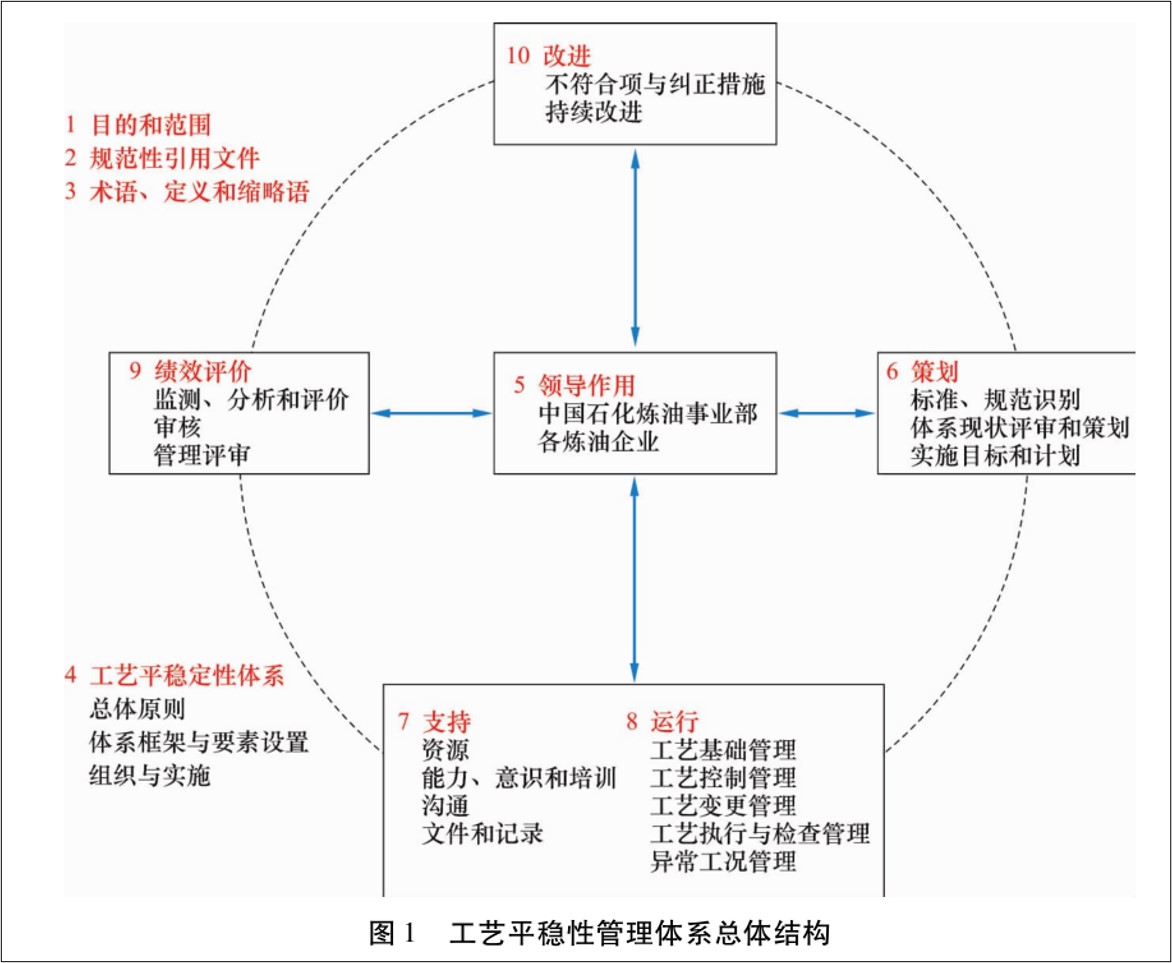
圖1工藝平穩性管理體系總體結構
工藝平穩性管理體系是用來管理企業風險并促使企業持續改進的綜合管控框架。與管理制度側重于局部性的輔助作用不同,工藝平穩性管理體系以管理制度為基礎,重點關注制度間的相互關聯和相互補充,以系統化的思維集成職能管理、技術指導等全流程要素。
1.2組織架構
中國石化煉油事業部負責組織制定股份公司級工藝平穩性管理體系文件及技術規范,對企業工藝平穩性管理情況進行監督與檢查,推進體系實施工作。
各煉油企業根據工藝平穩性管理體系要求,成立平穩性體系建設領導小組與工作小組。其中企業生產技術部門負責歸口管理,主抓工藝平穩性的管理工作;企管部門負責定期評審平穩性管理體系,確保整體方針與企業的發展規劃保持一致;運行部(或分廠)負責執行工藝平穩性的具體工作,并指導員工為工藝平穩性管理體系提出改進建議;車間(聯合裝置)負責配合職能部門的相關工作,確保實施達到預期目標。
1.3管理制度
以法律法規、標準、過程安全管理實踐等作為依據,制定了工藝平穩性管理體系實施指南,最終編制成《煉油工藝平穩性管理體系》。具體文件包括《中國石化煉油企業工藝平穩性體系要求》《工藝報警管理辦法》《工藝聯鎖管理辦法》《控制回路性能評估管理技術規范》《控制回路PID參數整定管理規范》《先進控制系統管理技術規范》《工藝平穩性績效指標管理規范》《工藝變更管理辦法》《巡回檢查及交接班管理制度》《異常工況管理辦法》《工藝平穩性平臺管理辦法》等。
1.4支撐技術
研發報警評估與優化、控制回路性能評估與診斷等支撐技術,保障工藝平穩性體系有效落地。
(1)報警評估與優化技術。從報警設置、儀表及控制系統優化等措施入手,減少現場無效報警干擾,提升報警響應效率,優化日常工藝操作。
(2)控制回路性能評估與診斷技術。通過穩定性、準確性、快速性等關鍵指標,實時監測控制回路的性能,對低性能控制回路進行故障診斷并提出優化方案,提升控制參數的平穩運行水平。
(3)工藝平穩性績效指標監控平臺。圍繞自控率、平穩率等關鍵要素構建指標體系,形成平穩性績效指標監控平臺,實現對各關鍵指標的在線監測、預警與分析。
1.5績效指標
工藝平穩性績效指標按照兩級指標進行設置。一級指標包括工藝指標合格率、工藝參數報警率等5項,二級指標包括工藝卡片合格率、餾出口合格率等13項。各項績效指標分別建立企業級和裝置級指標。企業級指標以整個煉油企業(公司)為統計單位,用于各企業工藝平穩性績效指標的橫向對比。裝置級指標以單獨的煉油裝置為統計單位,用于評估企業內部各裝置間及各企業同類裝置間的平穩性管理水平。
2、報警評估技術
通過報警設置優化、性能評估、不合理報警消除等工作,建立報警管理體系,見圖2。
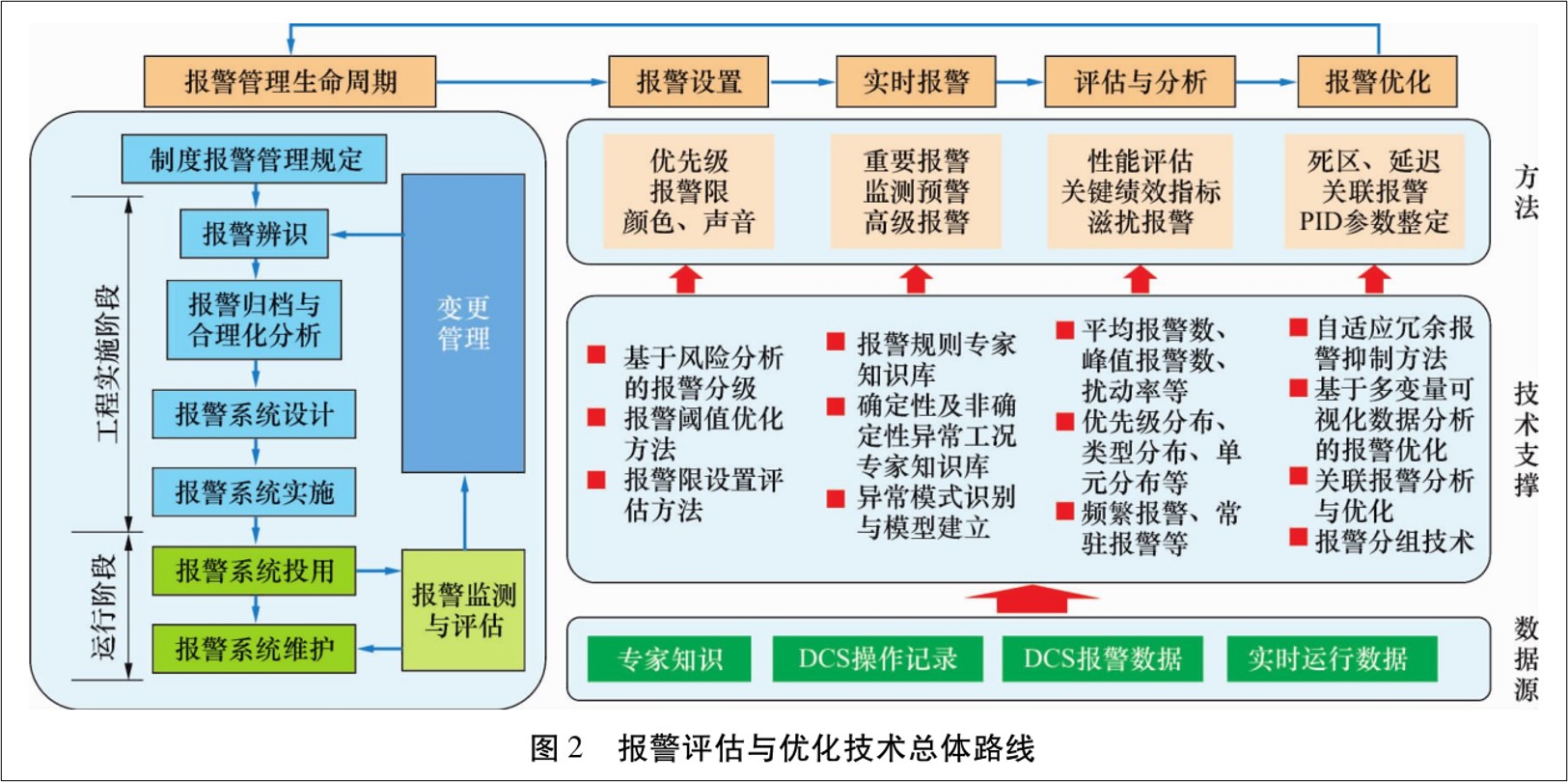
圖2報警評估與優化技術總體路線
2.1報警參數選擇與優先級設置
為了實現煉油裝置報警設置的統一,對常減壓、催化裂化、延遲焦化等8類主要煉油裝置梳理出1885個報警的設置規范。
2.1.1報警參數選擇
根據過程危險與風險分析、工藝安全要求等要素,全面識別和評估裝置可能存在的風險,確定需要設置報警的參數,包括帶聯鎖的參數、工藝卡片參數等。通過評估報警后果嚴重性及處置時間緊迫性,采用風險評估矩陣對報警優先級進行劃分。
2.1.2報警優先級劃分
(1)緊急報警。包括可能導致泄漏、爆炸等的事件,可能造成大范圍非計劃停車的事件,其他可能造成嚴重經濟損失的事件等。
(2)重要報警。包括除嚴重事件以外的安全聯鎖參數、裝置關鍵設備安全運行參數、可能造成裝置非計劃停車的參數等。
(3)一般報警。包括企業運行部級工藝卡片,除緊急、重要報警外可能影響裝置局部異常的參數等。
報警優先級分布比例:緊急報警約5%,重要報警約15%,一般報警約80%。
2.2報警性能指標及報警消除策略
報警性能指標可以實現裝置報警性能的量化,為報警優化提供整改方向。報警性能的部分關鍵績效指標(KPI)見表1。
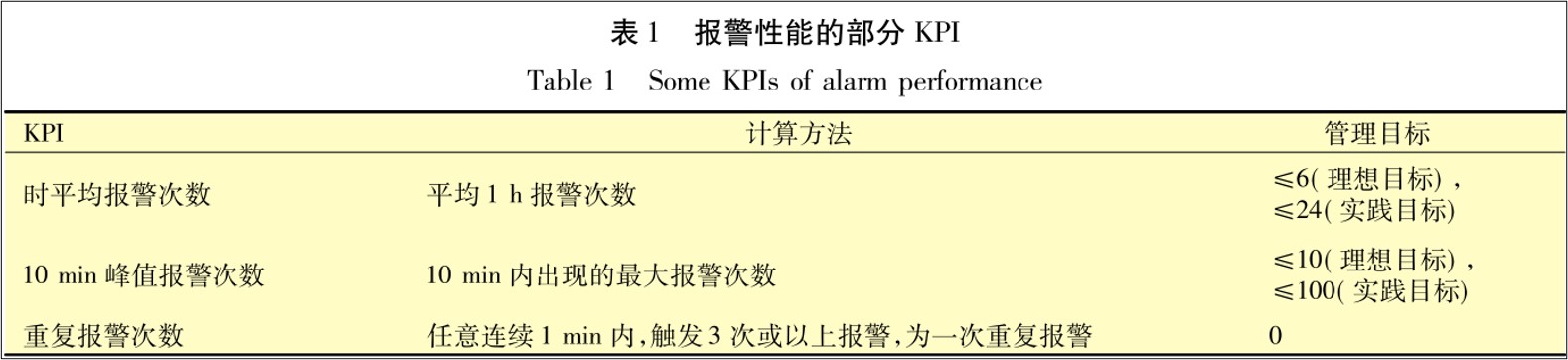
表1報警性能的部分KPI
根據表1分析裝置的報警分布,提出了問題報警的消除策略。
(1)頻繁報警:評估最頻繁的10個報警,檢查產生的原因。
(2)持續報警:評估是否存在長時間(24h)沒有消除的報警,確定是否需要調整報警級別甚至取消報警。
(3)滋擾報警:對于備用設備暫時產生的無效報警,利用DCS系統的報警擱置功能,由操作員手動操作或設置觸發信號暫時擱置報警,等設備投用后再由操作員手動恢復或根據觸發信號自動恢復報警。
3、控制回路性能評估與診斷技術
通過對控制回路的運行狀態、控制效果、性能指標等做出評估,發現性能差的控制回路并對其進行故障診斷,輔助技術人員進行控制性能的優化提升,從而從控制層面提高工藝運行的安全平穩水平。
3.1控制回路性能評估與診斷技術操作流程
控制回路性能評估與診斷技術流程見圖3。
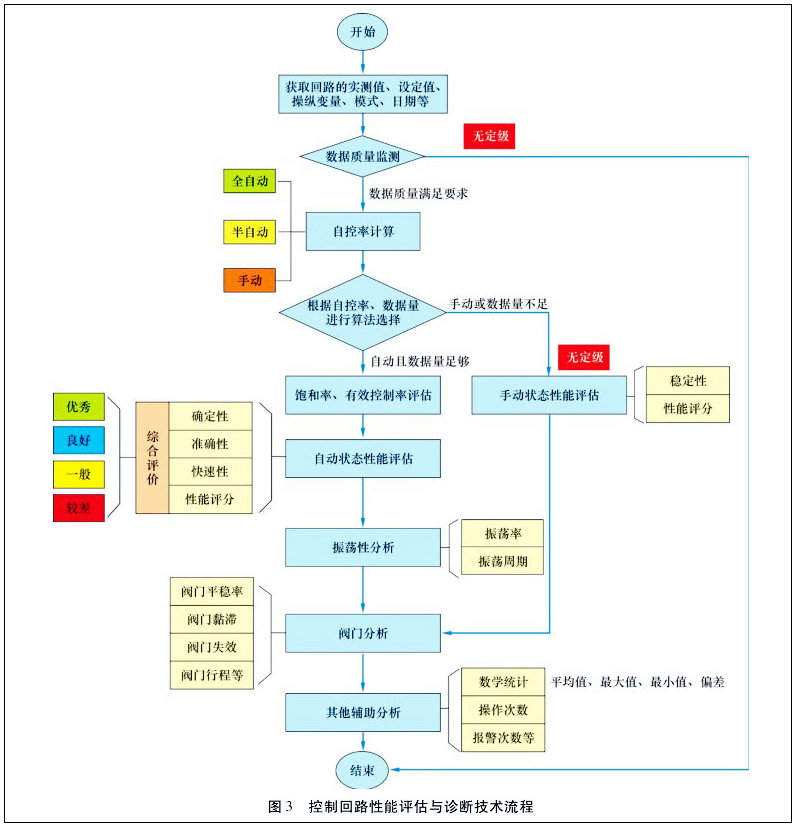
圖3控制回路性能評估與診斷技術流程
(1)分析控制回路的特性。不同的控制回路可滿足不同的工藝需求,控制回路的特性依據設定值的變化可以分為長期平穩型、目標跟蹤型、快速響應型和手動調節型。
(2)評估控制回路的性能。根據實際監測的運行數據,計算所涉及的準確性、穩定性及快速性指標,將計算的3個指標相結合得到評估總成績。
(3)低性能控制回路故障診斷。對于性能不達標的控制回路,分析其性能下降的原因。
(4)提出改進措施。根據導致控制回路性能較低的原因,制定相應的優化措施。
3.2評估與診斷性能指標
根據快速、穩定、準確等控制性能要求及儀表、閥門、PID參數設置等故障模式,研發了83個控制回路性能評估指標,部分KPI見表2。
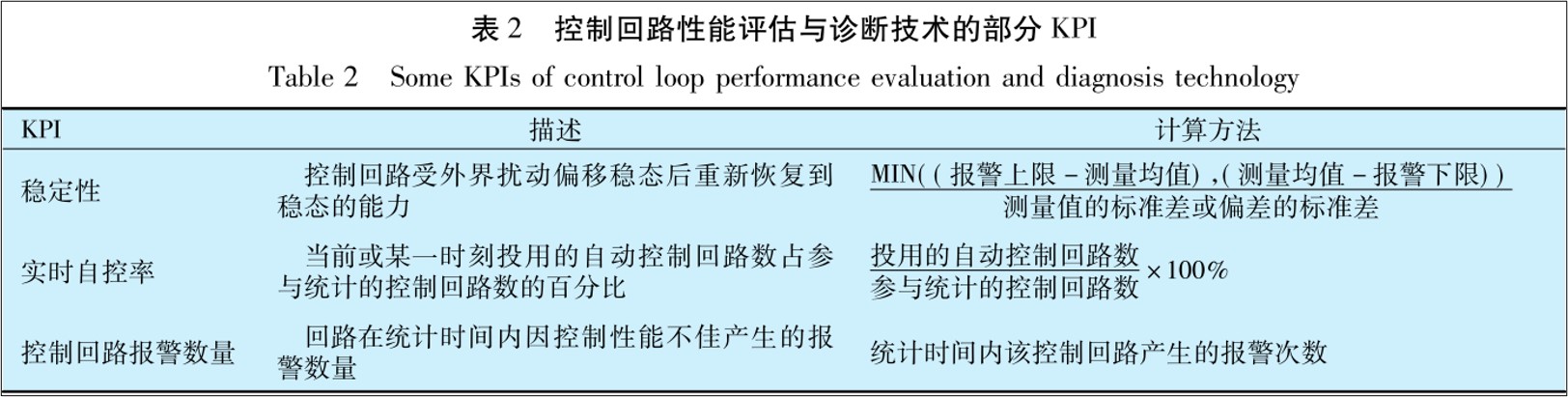
表2控制回路性能評估與診斷技術的部分KPI
4、應用情況
工藝平穩性管理體系在中國石化某大型煉油企業成功進行了應用。該企業建立了工藝平穩性工作組,由公司分管領導任組長,部門分管領導、技術專家參加,策劃、建立了工藝平穩性體系并對運行過程中的問題進行了分析,提出了解決措施。
報警評估與優化技術應用后,經過多輪優化,至2021年2月,在16套8大類主要煉油裝置中,有12套裝置的時平均報警數小于6次,2套裝置的時平均報警數小于12次,達到了較高的管理水平。
控制回路性能評估與診斷系統于2019年8月底正式運行。某裝置74個回路的評估結果見圖4。分別對評估結果為較差的4條回路和評估結果為一般的8條回路進行了故障診斷,根據診斷結果進行了優化,低性能的控制回路全部消除。通過實施控制回路性能評估與診斷技術,企業煉油裝置的有效自控率由75.72%提升至98%。
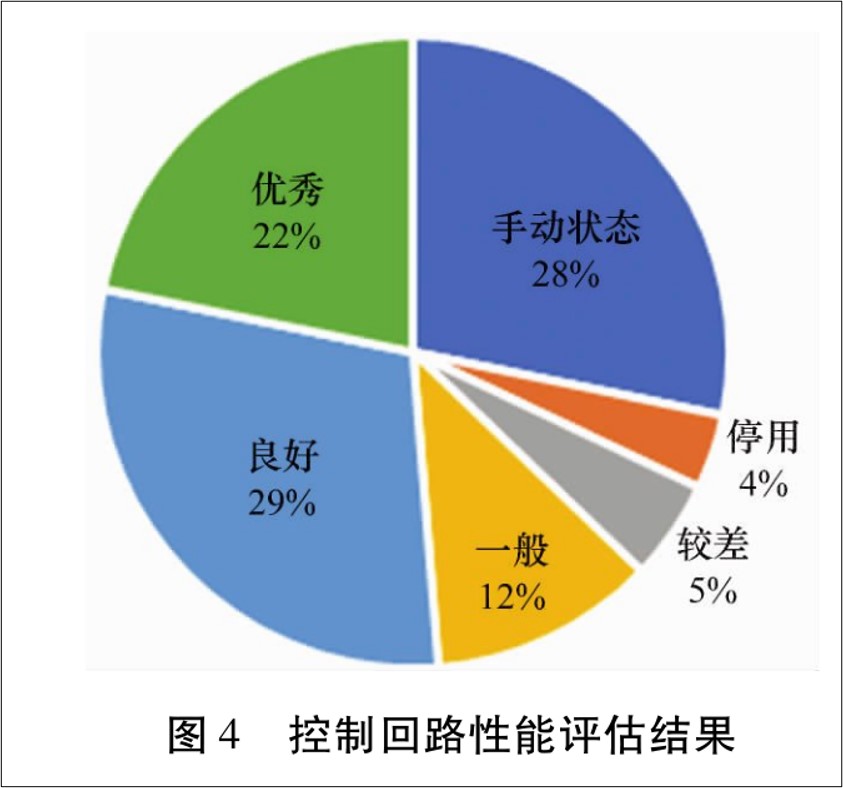
圖4控制回路性能評估結果
該業的應用效果表明,工藝平穩性管理體系可以幫助企業規范工藝管理,實現工藝平穩性績效定期評估并持續優化,保障裝置的安全、平穩、長周期運行。
5、結論
(1)構建了一套具有中國石化特色的煉油工藝平穩性管理體系,完成各類管理制度、技術指標、要素基準的融合與提升。
(2)研發了報警評估與優化、控制回路性能評估與診斷等支撐技術,打破底層控制系統與上層應用的壁壘。
(3)應用效果表明,工藝平穩性體系的實施能顯著提高工藝平穩運行水平,保障煉油企業的安全、高效生產。
參考文獻
[1]王紅秋.我國煉油向化工轉型現狀與思考[J].化工進展,2020,39(11):4401-4407.
[2]楊國豐,盧雪梅.埃克森美孚與雪佛龍公司科技管理體系對比及啟示[J].石油科技論壇,2015,34(2):67-70.
[3]熊運實,張鵬飛,張東剛,等.美國雪佛龍公司承包商HSE管理的經驗與啟示[J].油氣田環境保護,2018,28(5):1-4.
[4]李傳坤,李鵬,楊哲,等.大型煉油化工企業工藝平穩性管理研究[J].安全、健康和環境,2020,20(12):43-49.
[5]王素華.以信息化與工業化融合為核心的智能工廠建設實踐[J].石油化工技術與經濟,2020,36(1):5-10.
[6]李丁丁.石油化工企業HSE體系化管理建設實踐[J].化工設計通訊,2019,45(1):177.
[7]吳柏志,羅宏志,辛一男,等.石油化工行業HSSE體系量化審核技術研究[J].安全、健康和環境,2018,18(10):11-14.
? 如果本文對您有幫助,請分享給您的朋友!
【提示】:
1.不斷更新的好資料和答疑在 rwfx168.com “找資料”欄目公布。
2.QQ群:群員優質、互動答疑,2000人群;Q群名:中國設備管理, Q群號: 283752911
主要交流:設備管理體系標準、ISO55001資產管理、設備完整性管理、5S6S管理、目視管理、安全管理、企業管理等,純廣告者禁入!
3.加"中國設備管理" Q群,總有一個人知道你問題的答案!
4.優秀留言有機會錄入“找資料”欄目答疑集錦,并歡迎大家來稿分享
