

維修工裝案例:齊大山鐵礦自制電動機V型帶輪安裝與拆卸工作臺
資料來源:齊大山鐵礦
【摘要】:根據(jù)現(xiàn)場生產(chǎn)使用電動機連接傳動方式不同,大多采用‘V’型帶輪傳動和聯(lián)軸器傳動,在安裝時,操作者大多采用錘擊、加熱法安裝,時常造成安裝不標(biāo)準(zhǔn)、不到位、損壞備件、耗費工時等,故設(shè)計、自制一種電動機‘V’型帶輪安裝、拆卸檢修工作臺,使得檢修更為方便輕巧、省時、省力。
一、引言
電動機是現(xiàn)今各個企業(yè)生產(chǎn)常用驅(qū)動設(shè)備,多采用‘V’型帶輪傳動和聯(lián)軸器傳動連接。但是生產(chǎn)維修時,對于聯(lián)軸器的拆、裝多采取錘擊、熱裝法等傳統(tǒng)方法。拆、裝效率低、不標(biāo)準(zhǔn),易損壞備件。因此,針對選礦系統(tǒng)浮選設(shè)備常用 22KW、30KW、37KW、45KW 電動機‘V’型帶輪,經(jīng)過測繪、設(shè)計制作拆、裝檢修平臺。
二、電動機‘V’型帶輪傳統(tǒng)拆裝方法
1.液壓(螺旋)爪拆卸,需 3~4 人操作,而且易損壞帶輪輪沿;
2.專業(yè)用抓具,根據(jù)電動機帶輪大小定制標(biāo)準(zhǔn)抓具,雖不易損壞帶輪。但仍需 3~4 人操作,購買價格高,使用比較單一;
3.熱裝帶輪時,易造成軸端密封受熱損壞,軸承油脂融化,降低軸端軸承使用壽命,造成電動機軸承缺油抱死現(xiàn)象;
4.錘擊法安裝帶輪時,錘擊時易造成帶輪軸孔變形安裝不到位。
綜上所述,傳統(tǒng)拆裝方法在現(xiàn)今生產(chǎn)形勢下,作業(yè)率低,不標(biāo)準(zhǔn),人員多,易發(fā)生安全事故。
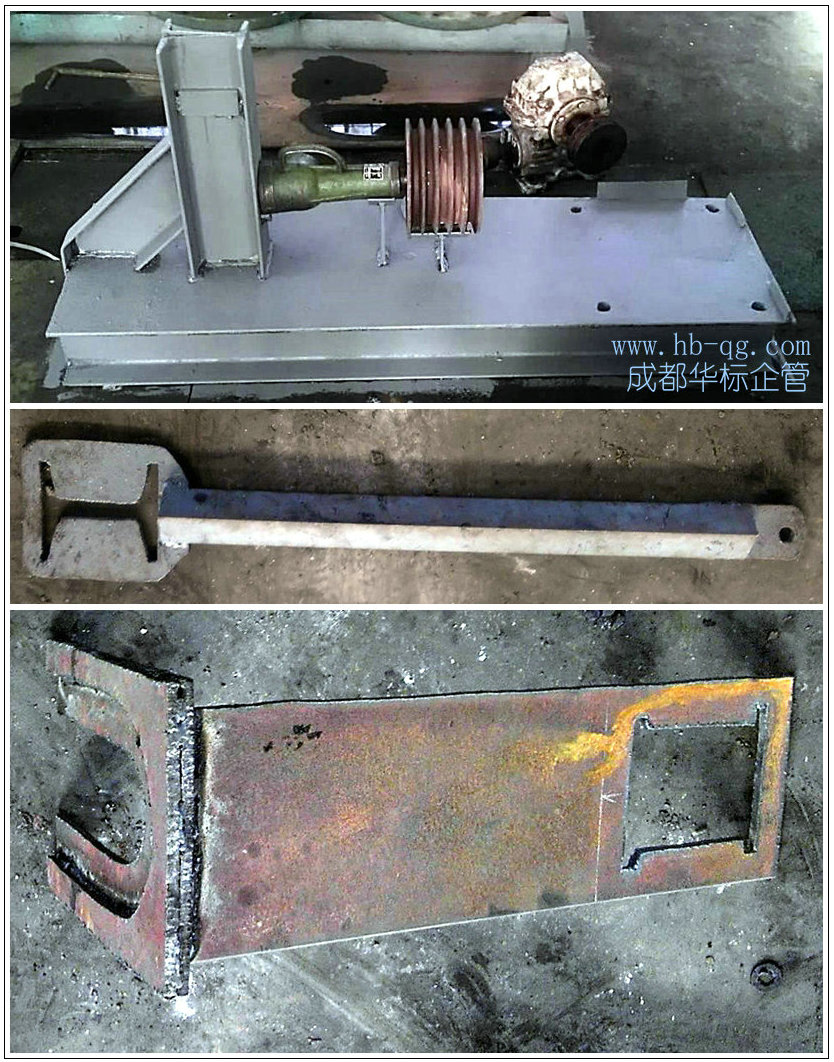
三、自制電動機‘V’型帶輪安裝、拆卸檢修工作臺
1.工作臺主要由固定式平臺、固定支腿、千斤頂(液壓、螺旋千斤頂)抓板、拉筋板、固定螺栓組成;
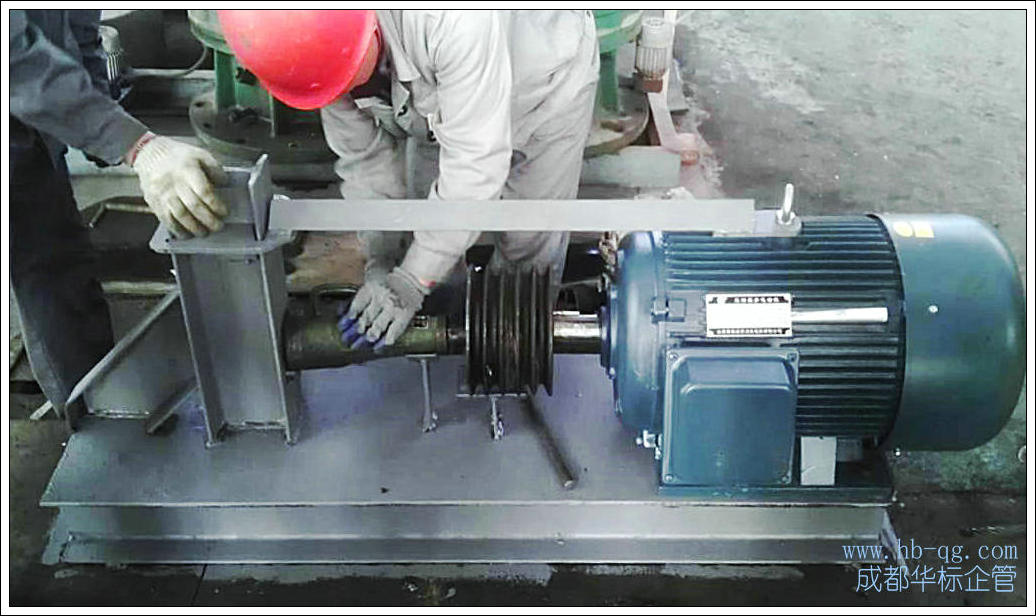
2.檢修工作平臺是利用固定式平臺、支腿與抓板、拉筋板組合使用,利用千斤頂勻速加力進行裝配;
3.操作簡單,2 人便可操作,例如:22KW 電動機帶輪安裝,8 小時作業(yè)可安裝 10~15 臺;傳統(tǒng)裝配方法 8 小時作業(yè)安裝 4~6 臺;
4.制作簡單,現(xiàn)場一般的型材便可制作;
5.電動機‘V’型帶輪安裝、拆卸檢修工作臺,主要適用常溫安裝,間隙配合大于 0.03 ㎜,小于 0.05 ㎜的裝配要求,才可以使用。
四、結(jié)語
1.此檢修操作平臺易于制作,操作簡單,檢修人員少,不易損壞備件,大幅度提高作業(yè)效率。現(xiàn)電動機‘V’型帶輪安裝、拆卸工作臺只使用中小型電動機。
2.自制的維修工裝,使我們的檢修工作效率提升了2.5倍,縮短了檢修時間。
? 如果本文對您有幫助,請分享給您的朋友!
【提示】:
1.更多好資料,盡在 rwfx168.com “找資料”欄目。
2.國內(nèi)設(shè)備和現(xiàn)場管理相對專業(yè)、高質(zhì)的互動交流Q群,群名:中國設(shè)備管理 Q群號: 283752911
